.jpg)

概述
NEDC23是深圳數字時代科技有限公司針對電(diàn)火(huǒ)花加工(gōng)設備的電(diàn)極進給工(gōng)藝特性推出的專用電(diàn)火(huǒ)花進給電(diàn)機控制器,采用DSP技術,和先進的數字濾波控制技術、實時精密電(diàn)流控制技術,以及根據電(diàn)機放(fàng)電(diàn)電(diàn)壓實時進給速度控制,實現電(diàn)火(huǒ)花進給電(diàn)機快速響應,精準控制電(diàn)機放(fàng)電(diàn)電(diàn)壓,改善加工(gōng)質量和提高加工(gōng)效率,特适用于各種電(diàn)火(huǒ)花加工(gōng)設備。
适用驅動電(diàn)機:57/60等系列兩相混合式步進電(diàn)機。
特點
●自動進給控制模式 ●加工(gōng)位置清零輸出
●RS485通訊,參數可設置 ●具有過壓、短路、缺相等保護功能
●極放(fàng)電(diàn)電(diàn)壓閉環控制 ●可接收控制脈沖
●電(diàn)機位置反饋,正交A/B信号 ●電(diàn)機短路輸出
控制功能
1. 在非自動進給控制模式下(xià),電(diàn)機的控制
當NEDC23未收到自動進給控制信号時,控制器進入非自動進給控制模式。在非自動進給控制模式下(xià),NEDC23通過接收控制脈沖+控制方向實現進給軸上下(xià)運動,改變控制脈沖的頻(pín)率可以實現進給軸的運行速度。
2. 短路信号輸出
在非自動進給控制模式下(xià),進給軸在運動過程中(zhōng),檢測到電(diàn)機反饋電(diàn)壓出現短路時,輸出發生(shēng)電(diàn)極短路信号。未發生(shēng)短時,該信号爲高電(diàn)平,發生(shēng)短路時,改信号爲低電(diàn)平。
3. 自動進給控制模式,電(diàn)機控制
當NEDC23接收到自動進給控制信号時,控制器進入自動進給控制模式。在進入自動進給控制模式前,設備主控制器需通過通訊下(xià)發:加工(gōng)速度、加工(gōng)效率、目标間隙電(diàn)壓三個參數。具體(tǐ)數據格式如下(xià):
序号 | 名稱 | 變量名 | 最小(xiǎo)值 | 最大(dà)值 | 默認值 | 單位 |
1 | 加工(gōng)速度 | W_SPD | 60 | 120 | 90 | RPM |
2 | 加工(gōng)效率 | W_RATE | 0 | 200 | 100 | % |
3 | 目标間隙電(diàn)壓 | Ved_REF | 20 | 35 | 25 | 0.1V |
在自動進給控制過程中(zhōng),NEDC23将根據設定的加工(gōng)速度、加工(gōng)效率和目标間隙電(diàn)壓自動進給電(diàn)機的運動。
4. 自動進給控制模式,位置清零信号輸出
在自動進給控制模式下(xià),首次檢測到間隙電(diàn)壓短路時,NEDC23輸出位置清零信号。
5.電(diàn)機位置編碼輸出
進給電(diàn)機在運動過程中(zhōng)将以A/B正交信号輸出電(diàn)機位置信息,位置精度1.8°。
電(diàn)氣、機械和環境指标
1. 電(diàn)氣指标
說明 | NEDC23 | |||
最小(xiǎo)值 | 典型值 | 最大(dà)值 | 單位 | |
輸出電(diàn)流 | 4.2 | - | 5.6 | A |
工(gōng)作電(diàn)壓 | 12 | 24/36 | 50 | VDC |
差分(fēn)控制信号 | 3.3 | 5 | 6 | V |
單端控制信号 | 22 | 24 | 26 | V |
控制脈沖 | 0 | - | 200 | kHz |
絕緣電(diàn)阻 | 500 | MΩ | ||
2. 使用環境及參數
| 冷卻方式 | 自然冷卻或強制風冷 | |
使用環境 | 場合 | 不能安裝在其他發熱的設備旁,要避免粉塵、油污、腐蝕性氣體(tǐ)、濕度太大(dà)及強振動場所,禁止有可燃氣體(tǐ)及導電(diàn)灰塵。 |
溫度 | 0-50℃ | |
濕度 | 40-90%RH | |
振動 | 5.9m/s2MAX | |
保存溫度 | -20℃~80℃ | |
重量 | 220克 | |
3. 加強散熱方式
1)驅動器的可靠工(gōng)作溫度通常在60℃以内,電(diàn)機工(gōng)作溫度爲80℃以内;
2)建議使用時選擇自動半流方式,馬達停止時電(diàn)流自動減一(yī)半,以減少電(diàn)機和驅動器的發熱;
3)安裝驅動器時請采用豎着側面安裝,使散熱齒形成較強的空氣對流;必要時機内靠近驅動器處安裝風扇,強制散熱,保證驅動器在可靠工(gōng)作溫度範圍内工(gōng)作。
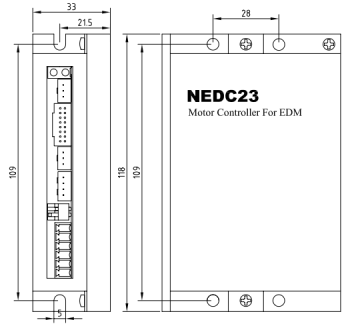
安裝尺寸:mm

 0755-86325781/2/3
0755-86325781/2/3
 sales@szszsd.com
sales@szszsd.com
 4/F,Building19, Yangmen Industry Zone, Dakan, Xili, Nanshan District, Shenzhen
4/F,Building19, Yangmen Industry Zone, Dakan, Xili, Nanshan District, Shenzhen


